In oil and gas operations — from upstream wellheads to downstream refinery headers — the cost of an unplanned shutdown or a fugitive emission event can run into crores of rupees within hours. The double block and bleed (DBB) valve is the industry's engineering answer to that risk: a single, compact valve body that delivers dual isolation with a bleed function, replacing two separate block valves and a bleed valve in one integrated unit.
This article explains what a DBB
valve is, how it works, why it is preferred across oil and gas applications,
and what specifications to look for when selecting one.
What Is a DBB Valve?
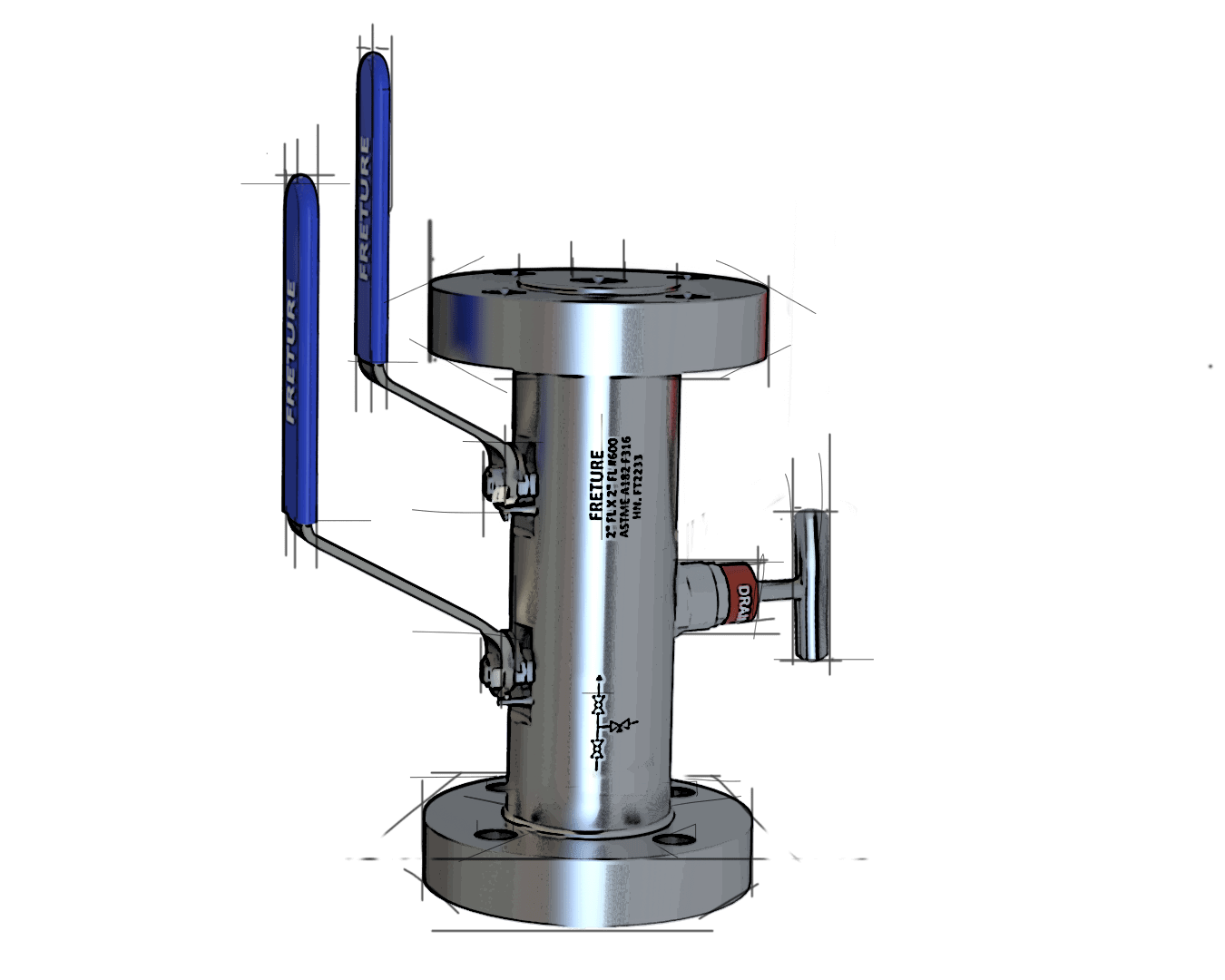
A Double Block and Bleed valve
is a single-valve assembly that provides two independent seating surfaces that
block flow from both the upstream and downstream sides, along with a bleed port
between those two seats. When both seats are closed and the cavity between them
is vented to atmosphere (or to a collection system), the line is positively
isolated — with confirmation.
This is fundamentally different
from a single block valve, which provides only one seating surface and no
inherent means to verify isolation. In hazardous service, a single block valve
is insufficient for safe isolation.
DBB Valve Working Principle
Step 1 — Upstream seat
closes: The first seating surface creates a pressure barrier against
upstream pipeline pressure.
Step 2 — Downstream seat
closes: A second independent seating surface seals the downstream side,
trapping the cavity between the two seats.
Step 3 — Bleed port opens: The
interspace cavity is opened to a bleed or vent line. Any leakage past either
seat is detected here. If the cavity remains at atmospheric pressure, both
seats are confirmed leak-tight.
This three-step sequence is why
DBB valves are mandatory in high-hazard pipelines under process safety
management (PSM) frameworks. Isolation can be visually or instrumentally
confirmed before any work begins on the downstream side.
Key Applications in Oil and Gas
1. Pipeline Isolation and Pigging Operations
When launching or receiving a
pipeline pig, the section immediately around the pig trap must be positively
isolated from the live pipeline. A DBB valve at the pig trap inlet confirms
that isolation with a vent point, eliminating the risk of pressurised gas or
liquid reaching maintenance personnel.
2. Pressure Gauge and Instrument Root Valves
Pressure transmitters, gauges,
and flow instruments are routinely removed for calibration or replacement while
the line is live. A DBB valve at the instrument root allows the instrument to
be safely removed, the cavity bled, and the instrument replaced — without
shutting down the process line. This makes DBB valves the preferred choice for
instrument isolation in oil and gas facilities.
3. Chemical Injection Quills
Corrosion inhibitors, hydrate
suppressants, and scale inhibitors are injected into live pipelines at high
differential pressures. DBB valves on chemical injection connections isolate
the injection quill from pipeline pressure during maintenance while allowing
the cavity to be depressurised before any coupling is broken.
4. Wellhead and Manifold Isolation
On wellhead trees and production
manifolds, DBB valves provide individual well isolation. This is critical
during well intervention work, where the upstream reservoir may be at several
hundred bar. API 6A-rated DBB valves are standard on wellhead assemblies.
5. Meter Skid Bypass and Isolation
Fiscal metering skids require
periodic meter calibration. A DBB valve on the meter bypass allows the meter to
be bypassed, the meter section bled, and the meter removed — all while keeping
the pipeline in service and preventing unmetered flow through the bypass.
DBB Valve vs. DIB Valve — Understanding the Difference
A closely related term is DIB
(Double Isolation and Bleed). The distinction matters under API 6D:
• DBB
(Double Block and Bleed): One or both seats may rely on pressure assistance
from line pressure (e.g., soft seat or spring-loaded seat). The isolation is
effective but seat integrity may be directional.
• DIB
(Double Isolation and Bleed): Both seats seal independently in both directions
— upstream and downstream — regardless of which side carries pressure. DIB is
the more stringent standard.
For most instrument isolation and chemical injection service, DBB is sufficient. For critical pipeline isolation, fiscal metering, and safety-critical isolation, DIB is specified.
Design Configurations
• Ball
valve DBB: Most common. Trunnion-mounted ball designs with floating seats
provide reliable double isolation. Preferred for pipeline service.
• Gate
valve DBB: Used in older installations and for larger bore sizes. Slab gate or
expanding gate designs can provide DBB function.
• Needle
valve DBB: Common for small-bore instrument root valve applications where
precise throttling and positive shutoff are both required.
• Plug
valve DBB: Used in corrosive and viscous service where the smooth plug surface
resists adhesion.
Applicable Standards and Specifications
• API
6D — Pipeline Valves (defines DBB and DIB requirements for pipeline valves)
• API
6A — Wellhead and Christmas Tree Equipment (wellhead DBB valves)
• ASME
B16.34 — Valves: Flanged, Threaded and Welding End
• ISO
14313 — Petroleum and Natural Gas Industries: Pipeline Transportation Systems —
Pipeline Valves
• API 598 — Valve Inspection and Testing
What to Specify When Purchasing a DBB Valve for Oil and Gas
• Pressure
Class: ANSI 150 through 2500 depending on service pressure
• Bore
size: Match to pipeline bore for pig-passable designs
• End
connections: Flanged (RF or RTJ), butt-weld, or threaded for instrument valves
• Seat
material: PTFE, RPTFE, or metal-to-metal for high-temperature or abrasive
service
• Body
material: A216 WCB (carbon steel), A351 CF8M (316SS), or Duplex/Super Duplex
for sour or offshore service
• Fire-safe
design: API 607 / API 6FA certification for hydrocarbon service
• Fugitive emission certification: ISO 15848-1 Class B or better for environmental compliance
Why Specify a Purpose-Built DBB Valve Instead of Two Separate Valves?
• Reduced
weight and footprint: One valve body replaces three separate valves and
associated piping
• Fewer
leak points: Eliminates four additional flanged connections, reducing fugitive
emission risk
• Lower
installed cost: Despite a higher unit price, total installed cost is typically
20–35% lower
• Simplified
operations: Single-valve operation reduces operator error during isolation
procedures
• Easier compliance: Single valve SIL assessment and PSV sizing are simpler than a 3-valve assembly
For oil and gas operators
working under OISD, PNGRB, or international PSM frameworks, the DBB valve is
not merely a convenience — it is a compliance requirement in many isolation
scenarios. Specifying the right configuration, standard, and material class
from the outset avoids costly re-engineering and ensures your line lists and
P&IDs pass HAZOP review without rework.